
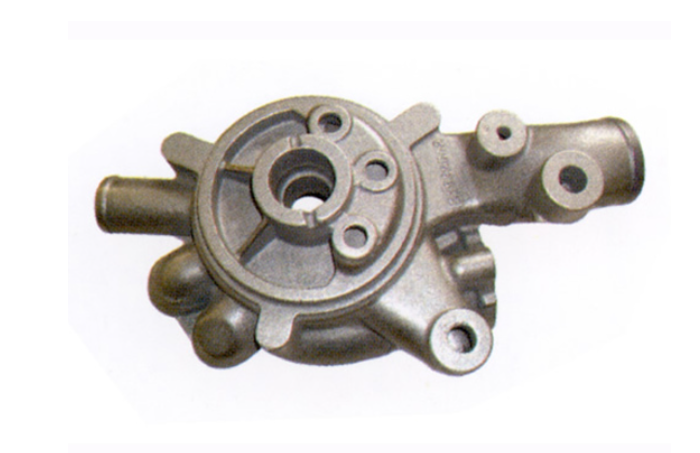
ग्रे आयरन कास्टिंग की डालने की प्रक्रिया के लिए मुख्य प्रौद्योगिकियाँ
फाउंड्री उद्योग में, 'तीन सामान' की एक कहावत है, जिसका तात्पर्य अच्छा पिघला हुआ लोहा, अच्छी मोल्डिंग रेत और अच्छी तकनीक से है।
फाउंड्री तकनीक, पिघले हुए लोहे और मोल्डिंग रेत के साथ, कास्टिंग निर्माण में तीन प्रमुख तत्वों में से एक है। रेत के साँचे में, एक पैटर्न का उपयोग करके एक साँचा बनाया जाता है, जिससे पिघले हुए लोहे को ढलाई के लिए साँचे की गुहा में प्रवाहित किया जा सकता है।
की प्रक्रियाग्रे आयरन कास्टिंगइसमें प्रवाह पथों और विधियों पर शोध करना और उनका निर्धारण करना शामिल है। के लिए घटकों को ढालनाग्रे आयरन कास्टिंगइसमें शामिल हैं: डालने का द्वार: यह वह जगह है जहां पिघला हुआ लोहा करछुल से सांचे के प्रवेश द्वार में डाला जाता है।
समान रूप से डालने और पिघले हुए लोहे में मौजूद अशुद्धियों को हटाने के लिए, अक्सर एक स्लैग कप स्थापित किया जाता है। स्लैग कप के नीचे डालने वाला गेट है। रनर: क्षैतिज खंड को संदर्भित करता है जहां पिघला हुआ लोहा मुख्य रनर से मोल्ड कैविटी में बहता है। आंतरिक गेट: वह स्थान जहां पिघला हुआ लोहा रनर से मोल्ड कैविटी में प्रवेश करता है। जैसा कि कास्टिंग कहावत है, 'वियर' प्रक्रिया का एक अनिवार्य हिस्सा है। वेंट: मोल्ड गुहा से हवा को बाहर निकालने के लिए चैनल क्योंकि यह पिघले हुए लोहे से भर जाता है।
यदि मोल्डिंग रेत में उपयुक्त पारगम्यता है तो वे आम तौर पर अनावश्यक होते हैं। राइजर: पिघले हुए लोहे और मोल्ड में अशुद्धियों को हटाने के लिए उपयोग किया जाता है। ग्रे आयरन कास्टिंग के ठंडा होने के दौरान सिकुड़न के कारण, राइजर अक्सर मात्रा में पर्याप्त नहीं होते हैं। फ़ीड के रूप में कार्य करते समय, उन्हें फ़ीड राइजर कहा जाता है, और ये काफी मोटे होते हैं।
के लिए प्रक्रियाग्रे आयरन कास्टिंगसुचारू रूप से डालना और अच्छी कास्टिंग गुणवत्ता सुनिश्चित करता है। डालने का समय यथासंभव कम होना चाहिए, और मोल्ड गुहा किसी भी अशांति से मुक्त होना चाहिए। मुख्य बिंदु इस प्रकार हैं: (1) साँचे के ऊपर और नीचे: एक की अलग सतहग्रे आयरन कास्टिंगसाँचे के निचले हिस्से में जितना संभव हो उतना नीचे डालना चाहिए, क्योंकि निचले हिस्सों में कम सिकुड़न वाली गुहाएँ होती हैं और सामग्री सघन होती है। (2) डालने की विधि: ऊपरी हिस्से के लिए ऊपर से डालें, मध्य और निचले हिस्सों के लिए नीचे से डालें। शीर्ष-डालने वाले सांचों में रेत के दोष होते हैं और आमतौर पर कम उपयोग किए जाते हैं। (3) आंतरिक द्वारों की स्थिति: क्योंकि पिघला हुआ लोहा सांचे की गुहा में प्रवेश करने पर जल्दी से जम जाता है, आंतरिक द्वारों को मोटी दीवार वाले हिस्सों में रखने से लोहे को पतली दीवार वाले हिस्सों तक पहुंचने से रोका जा सकता है। बड़ी कास्टिंग में, यदि आंतरिक गेट छोटा है, तो पिघला हुआ लोहा तेजी से बहता है, जिससे संभावित रूप से आंतरिक गेट के पास रेत दोष पैदा हो सकता है। आंतरिक द्वारों की स्थिति का निर्धारण करते समय उनकी संख्या और आकार पर विचार किया जाना चाहिए।(4) आंतरिक द्वारों के प्रकार: मुख्य रूप से त्रिकोणीय और समलम्बाकार आंतरिक द्वार। त्रिकोणीय आंतरिक द्वार बनाना आसान है, जबकि समलम्बाकार आंतरिक द्वार स्लैग को मोल्ड में प्रवेश करने से रोक सकते हैं। (5) सीधे, क्षैतिज और आंतरिक द्वार का क्रॉस-सेक्शन अनुपात: यदि सीधा गेट ए है, क्षैतिज गेट बी है, और आंतरिक गेट सी है, तो अनुपात ∶ बी ∶ सी = 3.6 ∶ 4 ∶ 2.0 है। हालाँकि इस अनुपात पर अलग-अलग राय हैं, तर्क यह है कि पिघला हुआ लोहा पहले 3.6-आकार के प्रवेश द्वार में प्रवेश करता है, 4.0-आकार के बड़े धावक के माध्यम से बहता है, और फिर आंतरिक द्वार में प्रवेश करता है। संकीर्ण 2.0-आकार के आंतरिक द्वार के कारण, समय के साथ प्रवाह दर धीमी हो जाती है, जिससे हल्के समावेशन में वृद्धि होती है और उन्हें आंतरिक द्वार के माध्यम से कास्टिंग में प्रवेश करने से रोका जाता है। यह अनुपात का मुख्य बिंदु है. यदि इस सिद्धांत को याद रखा जाए, तो सटीक विवरण महत्वपूर्ण नहीं हैं। बस यह ध्यान रखें कि मध्यम, बड़े और छोटे कास्टिंग के लिए डालने का कार्य प्रणाली का डिज़ाइन भौतिक गुणों और सेवा जीवन को प्रभावित करता हैग्रे आयरन कास्टिंग.
जांच भेजें


X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति